Мировой финансовый кризис 2008–2010 гг. внес колоссальные изменения на рынке строительной индустрии. Наряду с распадом и исчезновением одних строительных компаний и организаций стали появляться совершенно новые структуры, пытающиеся освоить совсем незнакомые для них отрасли и направления.
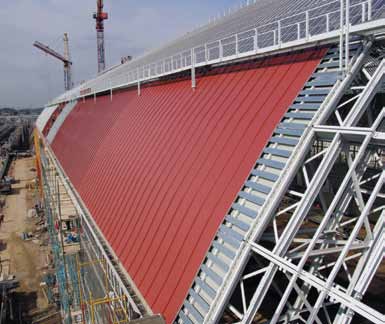
Фальцевая кровля с двойным стоячим фальцем (дебаркадер Киевского
вокзала, г. Москва), выполненная на мобильном кровельном станке
«МобиПроф», модель СФП-700
В подтверждение этого говорят просьбы 90% покупателей нового мобильного профилировочного оборудования, такого как листогибы, гильотины, вальцы, кровельные станки, объяснить принцип работы и дать рекомендации по технологии и монтажу с использованием нового приобретения. Причем основное отличие новоиспеченных компаний – непонимание ни основ строительного дела, ни средств и способов достижения конкретного качественного результата, что ведет к ухудшению качества строительства для конечного клиента и падению имиджа самой строительной компании. Ни для кого не секрет, что лицом и визитной карточкой каждого строения являются крыша и фасад. Качество исполнения именно этих элементов составляет первое впечатление об объекте и застройщике. Осознавая это, строительные компании пытаются соответствовать последним тенденциям строительного рынка и предпочтениям потенциальных клиентов, применяя современные достижения в строительной индустрии. Что же иногда получается на самом деле? К примеру, взять давно известную технологию устройства рулонной фальцевой кровли с помощью мобильного профилировочного оборудования, которое ставится непосредственно на месте монтажа кровли и позволяет производить цельные панели фальцевой кровли с подготовкой под двойной стоячий фальц на весь скат кровли, будь то 5 или 20 м. Конкретный исполнитель, следуя веяниям рынка и технологий, купив абы какое оборудование и не до конца поняв принципы производства и монтажа, ухитряется разрезать панель по длине на несколько частей и состыковать эти части заклепками (что совершенно недопустимо в данной ситуации). Он также не удосуживается проанализировать рынок самого профилировочного оборудования, понять, от чего зависит качество выпускаемого изделия (в конечном итоге, и качество самого объекта в глазах покупателя). В результате получается объект, стены и крыша которого облицованы дорогими материалами (например, патинированная медь, алюцинк), обработанными и смонтированными с использованием последних достижений строительной индустрии, но почему-то полностью изжеванными и протекающими (фальцевая кровля, фасадные панели и кассеты). Про технологию качественного монтажа написаны целые книги и стандарты (к сожалению, не отечественные). Но о выборе конкретного оборудования и качестве выпускаемых на нем изделий практически ничего и нигде не сказано. Поэтому покупателям, зачастую, приходится руководствоваться «сказками» продавцов (дилеров), которых появилось великое множество, всучивающих именно тот товар, что есть на складе, или тот, на который в данный момент распространяется самая большая скидка от производителя. Причем поиск так называемых дилеров покупатель, в большинстве случаев, производит через Интернет посредством секретарши или человека, далекого от сути выполняемого на данном оборудовании процесса, ориентированного лишь на минимальную стоимость. И даже найдя непосредственного производителя, что немаловажно, покупатель останавливается на данном этапе, считая задачу поиска и выбора выполненной на все 100%. Большое заблуждение состоит в том, что все производимое оборудование похоже и однотипно по конструкции, а значит, и по качеству выпускаемых изделий, и что поиск надо производить по минимальной стоимости, ориентируясь на громкое название завода-изготовителя, желательно с известным брендом, например, никакого отношения не имеющего к данной теме завода «Уралмаш».

Кровельный фальцепрокатный станок Schlebach, модель Mini-Prof
В настоящее время рынок мобильного кровельного оборудования, в частности кровельных станков для производства панелей фальцевой кровли, изобилует огромным количеством предложений. Помимо таких гигантов кровельной индустрии, как Schlebach (Германия), Dimos (Франция), Draco (Германия), Jouanel (Франция), «МобиПроф» (Россия), стали появляться дышащие на ладан монстры отечественного станкостроения или то, что от них осталось, интригующие клиентов своим низким уровнем цен и похожестью выпускаемых ими моделей на модели лидеров индустрии. Но прямо скопировать никто не решается ввиду наличия в нашей стране хотя бы какого-то патентного права и недоступности производственного оборудования для обеспечения минимального уровня качества, тем самым привнося свои «замечательные» изменения, адаптируя процесс производства под свою станочную базу и минимизируя конечную себестоимость продукции. В результате получается «клон», очень похожий на модели лидеров отрасли, но одновременно имеющий множество отличий, которые, на взгляд пирата-производителя, совсем не важны. Именно эти мелочи, за наличие которых так серьезно бьются истинные мастера своего дела, полученные за долгие годы постоянного совершенствования оборудования, и отличают плагиат от оборудования, способного производить качественные изделия. И именно поэтому каждый уважающий себя производитель не только имеет свое монтажное подразделение, в нашем случае по монтажу фальцевой кровли (например, Schlebach, Dimos, «МобиПроф»), чтобы постоянно самому обкатывать и испытывать нововведения в конструкции, но и старается участвовать во всевозможных строительных выставках, задача которых состоит не столько в ознакомлении клиентов с новинками, сколько в получении такой необходимой обратной связи о работе станков, что, в конечном итоге, и будет являться тем бесценным опытом, который компания-производитель постоянно воплощает в своих изделиях. Итак, на что же в первую очередь необходимо обращать внимание при выборе той или иной модели кровельного оборудования?
Во-первых, конечно же, статус марки. Чем известнее бренд, например Schlebach или «МобиПроф», чем больше дилеров представляют ту или иную марку, чем дольше она присутствует на рынке, рекламируется в журналах и экспонируется на выставках, тем больше вероятность, что приобретенное оборудование будет долго служить, производя изделия требуемого качества при обеспечении гарантийного и постгарантийного обслуживания.
Во-вторых, сам срок гарантийных обязательств. На некоторые бренды, хорошо зарекомендовавшие себя в нашей стране и республиках бывшего СССР, например «МобиПроф», гарантийный срок на кровельное оборудование, в частности на мобильный кровельный станок СФП-700, доходит до двух лет.
В-третьих, безусловное наличие шильда с серийным номером станка, координатами изготовителя, с указанием телефона для связи и ТУ. Данный пункт неразрывно связан с предыдущим пунктом по гарантии, так как именно наличие шильда позволяет быть уверенным производителю, что речь идет именно о его изделии. Зачастую, клиент даже и не подозревает, что покупает у какого-нибудь дилера под известной маркой станок, сделанный на коленке людьми, ничего не смыслящими в технологии изготовления профилировочного оборудования.

Мобильный кровельный фальцепрокатный станок «МобиПроф»,
модель СФП-700
В-четвертых, это конструктив, т.е. необходимое и достаточное количество узлов и деталей, а также их расположение (что за чем следует), обеспечивающее базовый принцип процесса формования (в нашем случае, получения профиля необходимого качества). Причем качество должно заключаться не только в выдерживании необходимых размеров и конфигурации профиля, но и, применительно к нашему случаю, ряби на лицевой плоскости панели фальцевой кровли, что является едва ли не основополагающим во внешнем виде конечного объекта. Далеко не всем, даже профессиональным, кровельщикам известно, что при одной и той же толщине металла постоянно варьируется его жесткость, зависящая от концентрации углерода и других соединений в конкретной плавке металла. То есть если вы купили и переработали один рулон стали с определенными характеристиками жесткости, то совершенно не обязательно, что следующий рулон той же толщины металла будет обладать теми же характеристиками. Причем если раньше на рынке преобладал крашеный металл лишь одного Новолипецкого металлургического комбината толщиной 0,55 мм и высокими характеристиками жесткости стали, которую можно было качественно сформовать и за пять профилирующих переходов, то в настоящее время на рынке присутствуют производители практически со всего мира, а предлагаемые толщины варьируются, применительно к фальцевой кровли, начиная от 0,4 мм (Китай) и выше. Именно поэтому каждый год, получая обратную связь от своих клиентов на выставках, производитель узнает о поведении своего оборудования на вновь появившемся металле и постоянно изменяет не только конфигурацию формующих роликов, но вводит как дополнительные формующие, так и калибрующие переходы. Например, даже на самых легких моделях Schlebach, таких как Mini-Prof, в конце профилирующего механизма, на выходе из станка, находятся регулируемые пластиковые ролики, которые позволяют производить тонкую подстройку станка на необходимую жесткость металла для обеспечения линейности панелей на выходе. Таким образом, прокатывая металл даже одной и той же толщины, всегда необходимо следить за линейностью панели и поправлять ее, чтобы уменьшить эффект волны на кровельной карте, который явно проявляется лишь после процесса монтажа. В мобильных кровельных станках «МобиПроф» серии СФП-700 данная задача решается путем введения дополнительного, шестого, формующего перехода, одновременно обладающего калибрующими свойствами. Посредством двух конических роликов, которые с легкость передвигаются по валу, кровельщик настраивает прямолинейность получаемой панели. Но и даже идеально выходящую из станка панель нельзя просто так оставить висеть в воздухе, поскольку любая последующая на выходе нагрузка на еще формуемую панель в станке может свести на нет усилия по тонкой настройке. В результате даже на самом дорогом и высококлассном оборудовании можно получить бракованное изделие. Необходимо устанавливать специальный стол или козлы с перевернутой панелью максимальной длины на выходе из станка, на высоте выхода профилированного металла. Таким образом, необходимо выбирать кровельное оборудование минимум с шестью профилирующими переходами и функцией тонкой подстройки (калибрующая клеть или механизм).

Роликовый нож для продольной подрезки профилируемой заготовки
станка Dimos, модель Dipro-1S
В-пятых, попытка некоторых не очень добросовестных производителей и продавцов пустить пыль в глаза покупателей, преподнося, на их взгляд, существенное преимущество оборудования, фактически являющееся существенным недостатком. Например, всем известно, что поставляемый металл в рулонах имеет определенный допуск по ширине. Так, на ширину рулона 1250 мм допуск может доходить до ± 5 мм. Тем самым, порезав рулон пополам одной парой ножей, применительно к использованию для фальцевой кровли, мы получаем половинчатый интервал допуска, т.е. ± 2,5 мм. Наличие же данного интервала совсем не желательно для профилируемого металла, поскольку неравномерность по ширине формуемой ленты автоматически образует рябь уже в процессе профилирования и приводит к преждевременному износу как самого профилировочного механизма, так и монтажного инструмента. В нашем случае, инструмента для закрытия двойного стоячего фальца (постоянно изменяющиеся размеры заготовки приводят к уменьшению или увеличению двойного стоячего фальца, тем самым вдвое увеличивая нагрузку на кровельный инструмент во время закрытия фальцевого соединения и способствуя его преждевременному износу. Кровельщики, не имеющие в своем распоряжении дорогих модификаций кровельного станка с возможностью ручной быстрой подстройки на необходимую ширину заготовки с функцией одновременной параллельной подрезки по ширине во время процесса формования (например, Dimos, модель Dipro-1.S), решают данную проблему путем передвижки одной из направляющих на входе станка на самую большую ширину заготовки (да и как ее еще настроишь, когда ширина постоянно меняется на всей длине заготовки даже в пределах одной панели). На этом фоне появляются производители, заявляющие, что проблема легко решается на их оборудовании путем соединениея вала с роликом посредством резьбового соединения и фиксации последнего на валу с помощью контргаек, таким образом нарушая основополагающие каноны конструирования узлов деталей и машин. Ни в одном учебнике или справочнике конструктора нет способа передачи крутящего момента с помощью резьбового соединения: при приложении крутящего момента на гайку она начинает поворачиваться и смещаться вдоль оси резьбы, что недопустимо при профилировании. С помощью резьбового соединения возможно лишь фиксировать ролики на валах от осевого смещения, т.е. для восприятия осевой нагрузки, для чего, собственно, и была придумана резьба. При установке колес на валах необходимо обеспечить надежное базирование колеса по валу, передачу вращающего момента от колеса к валу или, наоборот, решить вопросы, связанные с осевым фиксированием колес на валах, и при необходимости предусмотреть регулирование осевого положения колес. Существуют всего четыре способа соединения вала с роликом: с натягом, шпоночное, шлицевое и фрикционные. Из них наиболее простое и экономически оправданное – шпоночное, при прочих равных условиях. Оно обеспечивает требуемую соосность вала и ролика и надежность фиксации. Таким образом, использование резьбового соединения при посадке ролика на вал приводит к невозможности выставления точных зазоров между роликами, быстрой разрегулировки формовочного узла, засорению и ржавлению той самой резьбы с последующей постоянной фиксацией ролика на валу в одном и том же месте. В случае с простой фиксацией (вал и ролик со шпонкой), засорения и ржавления вала, данный недостаток с легкостью удаляется путем ручной шлифовки вала мелкой шкуркой. Так что желательно резать металл на штрипс в трех точках тремя парами ножей (не экономьте на мелочах!), и хорошо задумывайтесь над теми преимуществами, которые вам преподносят некоторые производители и поставщики профилировочного оборудования.

Цельные совместно обработанные каретки станка Dimos, модель Dipro-1S
В-шестых, конечно же, само качество изготовления деталей. Помимо обеспечения таких простых требований, как полное отсутствие биения шлифованных валов и роликов, посадка ролика на валу «по скользящей» (соблюдение соосности системы вал-ролик), отсутствие люфта в подшипниках, должна присутствовать жесткая база, относительно которой выставляются детали. К примеру, практически во всех станках зарубежных производителей Schlebach, Dimos, Jouanel, Draco и моделях российского производителя «МобиПроф» (кровельные серии СФП и СФПР) позиционирование верхних и нижних валов с закрепленными на них роликами происходит в специальных подвижных и неподвижных каретках. Каретки шлифуются и фрезеруются совместно для получения необходимой зеркальной точности позиционирования отверстий под подшипник. И только в этом случае, после запрессовки даже в одну из кареток всей обоймы валов с роликами, можно окончательно говорить, что, к примеру, валы нижнего ряда соосны, параллельны между собой, а нижний ряд роликов составляет один «горизонт» профилирования с возможностью точного выставления линии профилирования. И упаси вас бог приобрести станок, в котором нижние корпуса подшипника не только не составляют единое целое (не обработаны совместно для соблюдения параллельности, соосности и одинакового расстояния между профилирующими переходами), но и их положение может быть отрегулировано в трех плоскостях посредством простых винтов с метрической резьбой. В данном варианте исполнения разладка оборудования в течение первого дня эксплуатации вам обеспечена. В-седьмых, надо четко разграничивать цели и задачи, которые вы преследуете при покупке кровельного станка. Если предполагаемым местом использования станка является стройплощадка, а сам станок будет использоваться на улице во влажной и агрессивной среде, если вы будете все время работать с оцинкованным металлом или оцинковкой с полимерным покрытием, и процесс покупки и раскроя металла будет происходить у одних и тех же поставщиков на одну и ту же ширину, да и сам станок будет перемещаться с одного объекта на другой без постоянно прикрепленного к нему обслуживающего персонала, то не плохо обратить свое внимание на простые, но очень надежные модели кровельных станков российского производителя «МобиПроф» серии СФП-700 или СФП-700 Компакт. Причем именно это оборудование вы можете чаще всего увидеть работающим на улице в своем городе, в стужу или под дождем, с самым толстым или тонким металлом, рядом с долбящим стену отбойным молотком рабочим, цементная крошка от которой осаждается на ленту и затягивается в профилировочный механизм. И даже при таких условиях производитель заявляет двухгодичную гарантию на свое оборудование.

Мобильный кровельный фальцепрокатный станок «МобиПроф»,
модель СФПР
Конечно, в отечественных условиях эксплуатации даже такая совершенная конструкция всех зарубежных и некоторых отечественных станков «МобиПроф» (серии СФПР), как подвижные каретки с профилирующими роликами, с возможностью быстрой бесступенчатой переналадки на необходимую ширину заготовки посредством вращения винта с трапецеидальной резьбой, может быть использована в большинстве случаев только в теплых и чистых помещениях (цеховой вариант), за исключением тех моментов, когда станок холит и лелеет специально прикрепленный к нему человек. Эта конструкция так же совершенно незаменима при частых переходах с одного типа сырья на другой (в станках «МобиПроф» серий СФП-700 и СФП-700 Компакт для перехода на новую ширину заготовки затрачивается порядка 10–15 мин в случае отсутствия на валах заранее сделанных отметок под необходимые размеры). Стандарты ширины совершенно разные, например, для оцинковки самый ходовой размер – 625 мм, а для меди – это уже 600 или 700 мм. Но и в этом случае постепенного засорения трапецеидальной резьбы и направляющих каретки скалок вам со временем не избежать, что приведет к заклиниванию и перекосу самих кареток с профилировочными роликами и сдаче станка на техническое обслуживание производителю или продавцу, главное, чтобы такой имелся у вас под боком!
Игорь ВИНОГРАДОВ, технический специалист