Полотнища полимерных кровельных мембран, будучи качественно соединены между собой c помощью сварки горячим воздухом, способны сформировать на кровле безупречно герметичный гидроизолирующий слой, защищающий от проникновения внутрь кровельного «пирога» атмосферной влаги. Несмотря на кажущуюся простоту процесса сварки, существует большое количество нюансов, которые стоит учитывать при работе. Основным же гарантом отличного результата служит правильный выбор сварочного оборудования.
Термин «сварка» по отношению к полимерным изделиям обозначает «неразъемное соединение отдельных элементов без их растворения или изменения химического состава, исключительно за счет нагрева, с использованием или без использования дополнительного материала». Сварка имеет место, когда свариваемые поверхности под воздействием высоких температур приводятся в пластическое состояние, а затем прижимаются друг к другу.

Пластическое состояние характеризуется частичным плавлением и размягчением полимера, макромолекулы поверхностных слоев соединяемых деталей при этом становятся более подвижными, они могут перемещаться из одной детали в другую, что приводит к исчезновению границы раздела между свариваемыми материалами и образованию монолитного, неразъемного соединения. Те вещества, чьи физико-химические свойства не изменяются после нагрева до пластического состояния и последующего охлаждения, называются термопластами, именно они наиболее пригодны для сварки.
Однако даже для них существует некоторый температурный предел, выше которого макромолекулы полимера начинают разрушаться — длинные цепочки распадаются на более короткие, которые уже не в состоянии обеспечить необходимых прочностных характеристик материала. Это явление называется «термическим шоком». Поэтому температура сварки должна выбираться «с умом», в общем случае следует предпочесть быстрому нагреву до высоких температур более медленное и щадящее воздействие. Быстрый нагрев, помимо «термического шока», провоцирует возникновение высоких напряжений в материале, которые также снижают его прочность.
Немалое значение имеет также время температурного воздействия и давление, прикладываемое к свариваемым поверхностям, – именно оно интенсифицирует процесс обмена макромолекулами и способствует наиболее полному «перемешиванию» слоев.
Каждый из этих трех параметров – температура, давление и скорость сварки может варьироваться в некоторых пределах, совокупность которых образует «сварочное окно». В рамках «окна» параметры сварки выбираются в зависимости от температурных и влажностных условий, типа и состояния материала, выход же за его пределы чреват ухудшением качества шва – слишком высокая температура разрушает материал и делает соединение менее прочным, слишком короткое время термического воздействия также приводит к потере прочности, но уже за счет неполной проварки шва.
Поэтому очень важно, чтобы сварочное оборудование обеспечивало стабильность всех трех показателей. Подбор оптимальных критериев сварки требуется в начале каждого рабочего дня, а также после любого охлаждения (отключения) сварочного аппарата или при существенном изменении погодных условий.
Способы нагрева
Нагрев полимерных изделий удобнее осуществлять с помощью горячего воздуха. Существует две разновидности сварки горячим воздухом — с применением присадочного материала (так называемая прутковая сварка) и без него (сварка пленок внахлест).
Первый вариант используется в основном для сварки пластмассовых конструкций, резервуаров и трубопроводов, второй – для соединения полотнищ кровельных мембран, тентовых тканей, геомембран.
Автоматика или руки мастера?
Для сварки кровельных мембран применяют ручное, полуавтоматическое и автоматическое сварочное оборудование.
Автоматическое оборудование предназначено для устройства стыков мембраны на основной плоскости кровли, на горизонтальных и вертикальных поверхностях. Главное его преимущество – независимость качества шва от квалификации сварщика. Функции оператора сварочного автомата сводятся лишь к подбору с помощью пробной сварки необходимых параметров (температуры и скорости воздействия) и корректировке траектории движения сварочного автомата вдоль нахлеста полотнищ. Температура и скорость сварки регулируются электроникой, а значит, не зависят от колебаний напряжения в сети и?температуры окружающей среды. Кроме того, машина контролирует и расход воздуха, что важно для монтажа ТПО-мембран. С помощью сварочных машин-автоматов можно заметно увеличить скорость работы, не теряя при этом стабильно высокого качества работы, – автоматика позволяет получать за минуту 2-8 м абсолютно ровного и качественного шва.
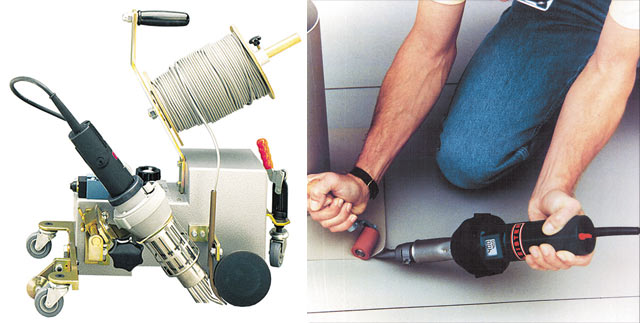
Средняя скорость сварки с помощью ручного оборудования не превышает 40 см в минуту. Без ручной сварки не обойтись при выполнении сложных элементов – деталей примыканий. На длинных прямых швах монотонная работа повышает вероятность ошибки оператора – в этом случае человека успешно заменяет автомат.

Полуавтоматическое оборудование предназначено для соединения полотнищ мембраны на вертикальных поверхностях, больших уклонах, в местах, куда доступ массивной сварочной машины-автомата затруднен (например, на парапетах). Для устройства стыков мембраны в местах, принципиально недоступных для автоматического оборудования, применяют ручную сварку.
Криволинейные участки кровли, места выхода технологических конструкций, примыкания кровли к парапетам, стенам, стыки мембран по коротким торцам рулонов – вот классическая область применения ручных сварочных аппаратов, которые часто называют термофенами. Современный термофен предельно удобен в работе благодаря малой массе и уменьшенной рукоятке, безопасен – обладает охлаждаемой защитной трубкой – и рассчитан на длительную эксплуатацию. Практически все модели оснащены цифровым дисплеем, по которому можно отслеживать соответствие реальных параметров сварки заданным.
Также часть аппаратов обладает функцией электронной регулировки температуры, а также автоматическим отключением мотора в ситуациях, ухудшающих качество работ и угрожающих безопасности сварщика. К недостаткам ручной сварки можно отнести невысокую скорость работы, нестабильность качества сварного шва и ограничение по толщине свариваемых мембран.
Производители сварочного оборудования
LEISTER Process Technologies
Лидером на российском рынке оборудования для сварки термопластов является компания LEISTER Process Technologies («ЛЯЙСТЕР», Швейцария). Она была основана в 1944 г. (торговая марка зарегистрирована в 1949 г.), и на протяжении вот уже 65 лет основной ее специализацией является производство промышленных нагревателей и аппаратов для сварки пластиков. Позже в ассортименте LEISTER появились микросистемы и оборудование для лазерной сварки.
В настоящее время LEISTER представляет более 10 000 наименований специализированного оборудования — от промышленных систем до компактных и простых в эксплуатации ручных инструментов. Вся продукция выпускается на собственном производстве. Для применения на кровле рекомендованы ручные аппараты «Триак S», «Триак PID», «Хот-Джет S», а также полуавтоматический сварочный аппарат «Триак Драйв». Среди автоматических сварочных машин наибольшей популярностью пользуется «Варимат V» и его модификация — «Битумат», предназначенный для сварки битумно-полимерных мембран. В России компания представлена с 1996 г.
FORSTHOFF GmbH
Немецкая фирма FORSTHOFF GmbH производит высококачественные аппараты горячего воздуха (термофены) более 25 лет. В начале 2009 г. компания начала производство ручных строительных фенов новой S-серии. Можно сказать, что новые аппараты стали более «дружественными» к оператору – они лучше сбалансированы, кнопки управления находятся не под пальцами сварщика, а на торце рукоятки, что препятствует случайному нажатию, рукоятки инструментов стали более эргономичными.
Все строительные фены S-серии оснащены новым электродвигателем с повышенным ресурсом графитовых щеток – 1500 ч. Изменения коснулись и самих щеток – их замена занимает считанные секунды, а новая конструкция исключает повреждение коллектора пружиной после износа щетки. Типичными представителями серии являются аппараты QUICK-S Electronic, HOT AIR S и GRAND-S Electronic.
HERZ
Группа компаний Herz, основанная в 1965 г. в Нойвиде (Германия), создала отдельное направление по разработке и производству оборудования и механизмов для сварки и гибки пластмасс под названием «Herz GmbH Kunststoff — und Warmetechnologie». В 1973 г. группа Herz открыла другой независимый филиал в Австрии — Herz Austria GmbH. Были созданы деловые отношения с прежней Югославией, Венгрией и Польшей.
Диапазон изделий был расширен аппаратами и фенами, сваривающими горячим воздухом, ручными сваривающими экструдерами от Munsch, тестовыми приборами контроля сварных швов и другим специальным испытательным оборудованием для обработки пластмассы, сварочными машинами для листовых пластиков. С 2007 г. продукция и сервис компании стали доступны и в России. Самые популярные инструменты производства Herz, пригодные для использования на кровле, – ручной строительный фен Rion и сварочная машина-автомат Laron. Остальные представители серии – ERON, COMON и MION — для кровельных работ применяются редко.
Автоматическая сварочная машина Laron и ручной фен Rion отличаются простой и надежной электрической схемой от известного германского разработчика DOHLE на основе японских контроллеров.
Lansite
В последнее время в «бюджетной» ценовой категории серьезную конкуренцию лидерам составляет продукция американской компании Lansite. Термофены Hurricane и Tornado имеют широкий спектр применения и отличные технологические характеристики.
SIEVERT

Sievert – компания, специализирующаяся на разработке и производстве профессиональных инструментов для нагрева и пайки. Ее головной офис находится в Стокгольме (Швеция), а часть производств – в Тарту (Эстония). Для применения на кровле компания предлагает сварочную машину-автомат SIEVERT TW 5000. Кстати, именно этот аппарат официально рекомендует для сварки мембран «ПЛАСТФОИЛ» компания «ПЕНОПЛЭКС СПб». SIEVERT TW 5000 оборудован уникальной полноприводной двигательной системой, обеспечивающей качественную сварку кровельных мембран различной толщины. Дополнительно предусмотрена подстройка передних колес для эксплуатации машины под разными углами. Мощный двигатель и хорошая подвеска позволяют машине подниматься по поверхностям, расположенным под углом до 30°.
SIKA Sarnafil Manufacturing AG
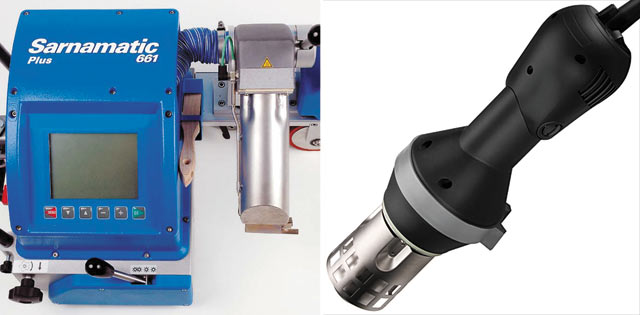
Концерн Sika, который представляет на рынке, помимо ПВХ-мембран под собственной маркой, мембраны ТПО Sarnafil, рекомендует для монтажа последних автоматические машины Sarnamatic 661и Sarnamatic 661 Plus. Эти машины были разработаны компанией Sarnafil в целях организации полной комплектации объектов (от гидроизоляции и утеплителя до элементов крепежа и автоматического оборудования). С 2008 г. эти аппараты выпускаются на производственных мощностях компании Leister.
Технические параметры автоматических машин Sarnamatic 661 и Sarnamatic 661 Plus настроены на применение с мембранами Sarnafil. Они предназначены для бережной и эффективной сварки этих мембран. Аппарат имеет компактный дизайн, оптимальную массу и систему стабилизации, позволяющую реже корректировать траекторию движения по кровле. Также удобен большой легкочитаемый дисплей с автоматической регулировкой яркости и меню на 12-ти основных языках. Sarnamatic 661 Plus имеет дополнительное оснащение для сварки ТПО-мембран без применения средств для подготовки шва, а также для приваривания профилей для имитации фальцевой кровли. Сбалансированность конструкции этих машин позволяет производить сварку кровельных мембран на парапетах шириной свыше 18 см.
«Секреты» качественной сварки
1. Только чистые поверхности гарантируют безукоризненное качество сварного шва! Пыль, волокна изоляционных материалов и грязь со свариваемых поверхностей мембран следует убрать влажной тряпкой, а от следов битума, нефти, клея избавиться с помощью специального средства-очистителя.
2. Раскатывать мембрану нужно свободно, без натяжения. При ширине сварного шва не менее 20 мм нахлест мембран должен составлять как минимум 50-80 мм. Термочувствительные нижние слои (например, теплоизоляция из пенополистирола) и неровное основание кровли требуют большего нахлеста полотнищ.
3. Для предотвращения скольжения мембран друг относительно друга их можно предварительно точечно зафиксировать.
4. Для выбора параметров, наиболее подходящих для конкретных погодных условий и типа материала, необходимо проводить предварительную пробную сварку.
5. В Т-образном пересечении мембран край сварного шва должен быть скошен под углом в середине, чтобы предотвратить возникновение капиллярных каналов. Это можно сделать с использованием сопла шириной 20 мм и латунного прикаточного ролика, а также с помощью специального подрезного ножа.
6. При температуре окружающего воздуха ниже 5 °С материал рекомендуется укладывать в предварительно нагретом состоянии, в целях предотвращения усадки армирующего слоя и возникновения эффекта «коробления». Использования герметиков возможно только при температуре выше 5 °С.
7. Если мембрана повреждена или после проверки в шве обнаружен брак, неполадка устраняется привариванием заплаты из нового материала на поврежденный участок. Заплата имеет закругленные края и по размеру больше поврежденной или бракованной области как минимум на 50 мм по длине и ширине в каждую сторону.
Полина Барбашова
Статья подготовлена по материалам компаний: «Ольмакс», «КМК Групп»,
«АДР-Технология», ЗАО «ПетроПримус», ООО «Зика», «Пеноплэкс», ООО «Протан Рус»
Денис Кушнир, менеджер по продажам ПВХ-мембран, «Пеноплэкс-СПБ»
Масса сварочного аппарата, температура и скорость сварки регулируются монтажниками. Выбор режима сварки по данным параметрам обуславливается индивидуальностью материала, погодными условиями, температурой окружающей среды. При скачках напряжения в сети происходит сбой в работе автоматических сварочных машин в виде кратковременной потери температуры, что сильно влияет на качество сварного шва. Другими словами, при падении напряжения возможен «непровар» шва.Как правило, оборудование для сварки горячим воздухом применяется для работы с ПВХ- и ТПО-мембранами. Полотнища ЭПДМ-мембраны (каучук) сварить таким образом невозможно. Однако отдельные производители ЭПДМ-мембран (марки Duraproof, «Резитрикс», Trelleborg) стали выпускать свою продукцию с нанесенным на нее (по краю или?по всей поверхности) термопластичным полимером. Это позволяет применять при монтаже кровельных материалов перечисленных выше марок аппараты для сварки горячим воздухом.
Александр Зернов, директор ООО «Протан Рус»
При выборе того или иного оборудования каждая компания исходит из своего практического опыта. Например, скандинавская компания PROTAN AS, исходя
из своего 40-летнего практического опыта кровельных работ, рекомендует оборудование Leister и Herz как наиболее отвечающее параметрам «качество-надежность-сервис».
| Компания-производитель | Представитель в России | наличие сервисного центра для ремонта аппаратуры | Производимое оборудование |
Технические характеристики |
Сфера применения и комментарии | ||||||
| Напряжение, В | Частота, Гц | Мощность, кВт | Температурный диапазон, °С | Вес, кг | Длина шнура питания, м | Скорость сварки, м/мин | |||||
| Leister | «Ольмакс» | Сервисные центры в городах: Москва, Санкт-Петербург, Новосибирск, Екатеринбург | «Варимат V» | 230/400 | 50/60 | 4,6/5,7/6,3 | 20-620 | 32 | 5 | 0,5 – 5,0 | Сварочная машина-автомат |
| «Триак S» | 230 | 50/60 | 1,6 | 20-700 | 1,3 | 3 | — | Ручной строительный фен. Все параметры сварщик выставляет вручную и контролирует сам. | |||
| «Триак PID» | 230 | 50/60 | 1,6 | 50-600 | 1,4 | 3 | — | Ручной строительный фен. Чувствителен к качеству питающей сети, параметры контролируются автоматически | |||
| «Хот-Джет S» | 230 | 50/60 | 0,46 | 20-600 | 0,58 | 3 | — | Ручной строительный фен. Самый легкий из представленных на рынке! | |||
| «Битумат» | 230/400 | 50 | 6,7 | 20-650 | 42 | — | До 12 | Сварочная машина-автомат. Предназначена для сварки битумно-полимерных покрытий. | |||
| «Lansite» | «КМК Групп» | Неизвестно | Hurricane (Харрикейн) | 230 | 50/60 | 3,0 | 40-650 | 1,5 | 3 | — | Ручной строительный фен |
| Tornado (Торнадо) | 230 | 50/60 | 1,6 | 40-700 | 1,3 | 3 | — | Ручной строительный фен | |||
| FORSTHOFF GmbH | «АДР-Технология» * |
Сервис-центр в России есть | QUICK-S Electronic | 230 | 50 | 1,5 | До 700 | 1,2 | 3 | Ручной строительный фен | |
| HOT AIR S | 230 | 50 | 3,0 | До 700 | 1,4 | 3 | Ручной строительный фен | ||||
| GRAND-S Electronic | 230 | 50 | 3,0/4,0 | До 700 | 1,36 | 3 | Ручной строительный фен | ||||
| SIEVERT | ЗАО «ПЕТРОПРИМУС» | Планируется открытие сети сервисных центров совместно с компанией «ПЕНОПЛЭКС» | SIEVERT TW 5000 | 230 | 60 | 5,0 | 40-650 | 31 | — | До 6 | Сварочная машина-автомат |
| Sika | ООО «Зика» | Обслуживание производит компания «Ольмакс» | Sarnamatic 661 | 230/400 | 50/60 | 3,6/5,0 | До 520 | 67 | 15 | 0,1-4 | Сварочная машина-автомат |
| HERZ («Herz GmbH Kunststoff — und Warmetechnologie) | ООО «Велд-Пластик» | Сервисный центр в Москве | RION | 120/230 | 50/60 | 1,6 | 20-650 | 1,3 | — | — | Ручной строительный фен |
| LARON | 230/400 | 50/60 | 4,6/5,7 | 20-620 | 35 | — | — | Сварочная машина-автомат | |||
* — компания не является официальным дилером, однако, предоставляет наиболее полный ассортимент продукции FORSTHOFF GmbH
Лучше, оборудования Leister, по качеству еще не изобретено!