
Современный рынок оборудования для работы с металлом привлекает внимание новыми тенденциями и внедрением самых передовых технологий. Все инновации направлены на облегчение труда монтажников, уменьшение затрат на производство деталей и ускорение всех этапов работы.
Тенденция 1: Программное обеспечение
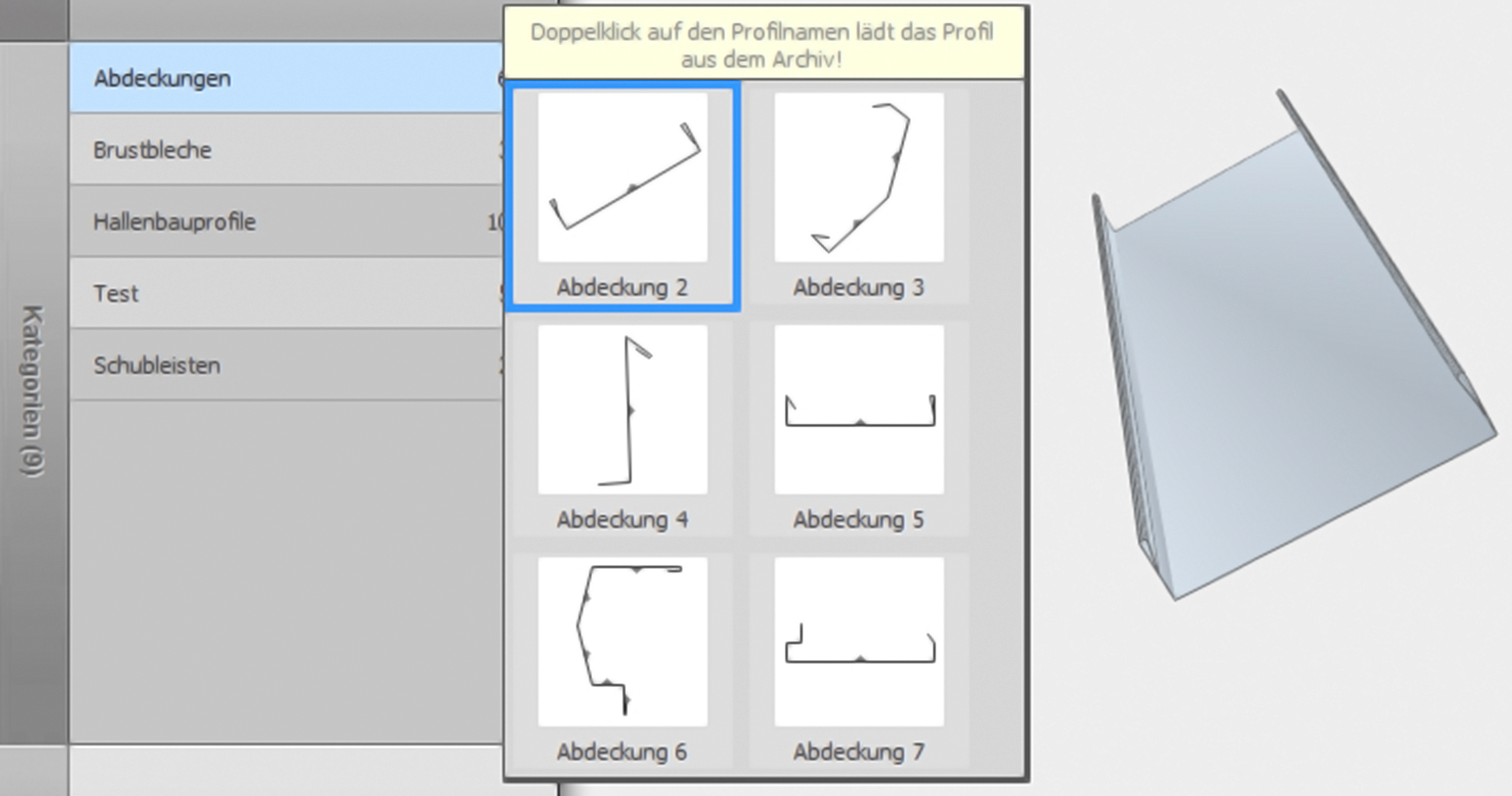
S—Touch—Mobile от фирмы Schechtl
Фирма Schechtl предлагает новое решение для изготовления чертежей, измерений и непосредственной пересылки данных по профилям планок – S-Touch-Mobile. Мобильная система сбора и регистрации данных связана непосредственно с производством. В компании Schechtl уверены: в недалеком будущем точные размеры можно будет прямо со стройплощадки передавать к станкам. Машиностроительный завод Schechtl успешно применяет для этого принцип Touch-to-create (создавать одним прикосновением, нажать, чтобы создать) для использования непосредственно на месте проведения строительства. При помощи программы S-Touch-Mobile пользователи могут начертить и задать размеры необходимых профилей с совершенной точностью одним нажатием на планшет. Одним кликом все данные по профилям и материалам передаются со стройплощадки напрямую к гибочным станкам СТС-S-Touch на соответствующем предприятии – с любого места и в любое время. То, что раньше считали научной фантастикой, стало реальностью: с помощью S-Touch-Mobile заказы по производству профилей могут быть выполнены еще до того, как бригада монтажников вернется на предприятие с данными по размерам – таким образом ценное время для производства стройматериалов существенно экономится. Также это важно при большой удаленности объекта.
Кристоф Якобс, директор отдела продаж и поддержки клиентов, комментирует: «Время нечитабельных чертежей от руки и записей в блокнотах прошло. Наша система S-Touch-Mobile помогает избежать основного источника технических ошибок – записей размеров вручную. Неверно интерпретированные чертежи профилей, как и требующий больших временных затрат и ошибочный ввод данных в машину, – все это пережитки прошлого».
Путь чертежей профилей от строительной площадки до производства и перевод ручных чертежей в данные для введения в машины ранее проходили через несколько рук. Нечеткие чертежи порождали возникновение большого количества вопросов, занимающих много времени, так как нечитабельные данные по размерам интерпретировались по-разному и не всегда правильно. Как в игре «сломанные телефончики»: конечный результат часто отличался от того, что требовалось вначале. В худшем случае, неверная интерпретация чертежей и данных по размерам приводила к дорогостоящим ошибкам при производстве и, как следствие, потере времени. В общем и целом, из-за этого древнего подхода возникала опасность потери денег и времени при производстве.
S-Touch-Mobile на практике
Хорошо зарекомендовавшее себя в ежедневном применении программное обеспечение S-Touch-Mobile от фирмы Schechtl отвечает трем следующим основным требованиям:
- кровельщик по металлу передает чертежи нужных ему профилей со стройплощадки к производственным станкам намного быстрее и точнее чем раньше;
- создание чертежей планок на стройплощадке для кровельщика становится намного легче;
- кровельщик повышает точность своих измерений и ускоряет процесс заказа.
Пример из практики: 

 На крыше пристройки один из клиентов пожелал иметь дополнительную облицовку парапета. С выполнением заказа нужно было спешить: монтаж облицовки был назначен на следующее утро. Мастер кровельных металлических работ Михаэль Бахманн достает свой планшет из рюкзака. Включение и загрузка программы S-Touch-Mobile занимает считанные секунды. Играючи, чертит он профиль прямо пальцем на сенсорном экране. Потом вводит размеры и угол загиба. Параметры материала изделия мастер вставляет прямо из банка данных. Он сохраняет чертеж профиля в памяти планшета, и впоследствии может возвращаться к этому чертежу по мере необходимости и использовать его как заготовку для создания чертежей схожих профилей. Далее Михаэль выбирает страницу для создания заказа. Для начала он вводит всю сопутствующую информацию для производства. Он вводит данные о клиенте, количестве и адрес электронной почты. Нажимает «OK» и пересылает профиль в масштабе 1:1 своему брату Мартину на родной завод. Менее чем через 5 мин данные профиля находятся в полном распоряжении для ввода в память гибочных станков CNC-S-Touch для изготовления планок. На сенсорном мониторе гибочного станка Мартин Бахманн выбирает нужный профиль. Все данные ясно и четко обозначены. У него нет необходимости в уточняющих вопросах. Больше не нужно разбирать нечитабельные чертежи или почерк. Общеизвестные источники возникновения ошибок исключены. Мартин выбирает только оптимальную последовательность и запускает процесс изготовления.
На крыше пристройки один из клиентов пожелал иметь дополнительную облицовку парапета. С выполнением заказа нужно было спешить: монтаж облицовки был назначен на следующее утро. Мастер кровельных металлических работ Михаэль Бахманн достает свой планшет из рюкзака. Включение и загрузка программы S-Touch-Mobile занимает считанные секунды. Играючи, чертит он профиль прямо пальцем на сенсорном экране. Потом вводит размеры и угол загиба. Параметры материала изделия мастер вставляет прямо из банка данных. Он сохраняет чертеж профиля в памяти планшета, и впоследствии может возвращаться к этому чертежу по мере необходимости и использовать его как заготовку для создания чертежей схожих профилей. Далее Михаэль выбирает страницу для создания заказа. Для начала он вводит всю сопутствующую информацию для производства. Он вводит данные о клиенте, количестве и адрес электронной почты. Нажимает «OK» и пересылает профиль в масштабе 1:1 своему брату Мартину на родной завод. Менее чем через 5 мин данные профиля находятся в полном распоряжении для ввода в память гибочных станков CNC-S-Touch для изготовления планок. На сенсорном мониторе гибочного станка Мартин Бахманн выбирает нужный профиль. Все данные ясно и четко обозначены. У него нет необходимости в уточняющих вопросах. Больше не нужно разбирать нечитабельные чертежи или почерк. Общеизвестные источники возникновения ошибок исключены. Мартин выбирает только оптимальную последовательность и запускает процесс изготовления.
Цифровой блокнот
Облицовка для парапета – готова задолго до возвращения на фирму Михаэля. Программа S-Touch-Mobile – это одновременно электронный альбом для чертежей и блокнот для записи размеров. Система легка в обслуживании. Непосредственная, исключающая использование бумажных носителей коммуникация с гибочными станками на производстве обеспечивает абсолютную точность, качество изготовления и экономит бесценное время. Кроме того, планшет легок, компактен и помещается в любой рабочий рюкзак. Для кровельщиков по металлу Михаэля и Мартина Бахманн чертежи, изготовленные вручную, и записи в блокнотах – дело прошлое. Сроки соблюдаются. Завтра утром рабочий проведет монтаж облицовки. Клиент и мастер довольны.
On—Link и CIRM
Инновации только тогда хороши, когда есть потенциал для дальнейшего развития. Представьте себе, общение с сотрудниками клиентской и технической поддержки происходит при помощи видео прямо на вашем устройстве. Применяемая в Schechtl система On-link посредством дистанционного обслуживания может производить регулярную проверку работы вашего планшета. Эта система дистанционного обслуживания клиентов обеспечивает оптимальное качество работы всегда и везде. В будущем станет доступна также система управления заказами CIRM (Computer Integrated Roof Manufacturing – компьютерно-интегрированное кровельное производство), поддерживающая и контролирующая отдельные процессы на каждой стадии заказа: от подготовительных работ до поставки. Пользователи полностью контролируют статус заказа и степень загрузки предприятия, информацию по логистике и материалам – и все это возможно в удаленном доступе. Снижение стоимости, минимизация брака, высокая продуктивность и другие достижения таким образом гарантированы.
S-Touch-Mobile – это далеко не изолированное приложение, а всего лишь часть объемной и ориентированной на потребности будущего системы управления заказами, поддержки клиентов и сервисного обслуживания, разработанной компанией Schechtl. Такие инновации – это важный шаг в будущее для производства.
Важные преимущества с первого взгляда
- Чертеж профиля создается только один раз, дополнительный ввод данных в память станка не требуется.
- Невероятная экономия времени благодаря непосредственному доступу к данным профиля.
- Создание точно выверенных чертежей профилей на мобильном планшете одним прикосновением.
- Чертежи профилей сохраняются в памяти планшета и всегда доступны.
- Возможность быстрого реагирования на изменения на стройплощадке и обработки срочных заказов.
- Прямая коммуникация 1:1 с гибочными станками CNC-S-Touch.
- Возможна передача данных на компьютер для дальнейшей подготовки к работе.
- Возможность пересылки данных по электронной почте на любой адрес и копирование на флэш-карту.
- Touch to Create – Send to Create – отсутствует необходимость использования бумажных носителей и возможность передачи данных прямо к станкам на производстве.
Программное обеспечение Bendex3D от машиностроительного завода RAS Maschinenbau GmbH и предприятия Microsea System Solutions GmbH
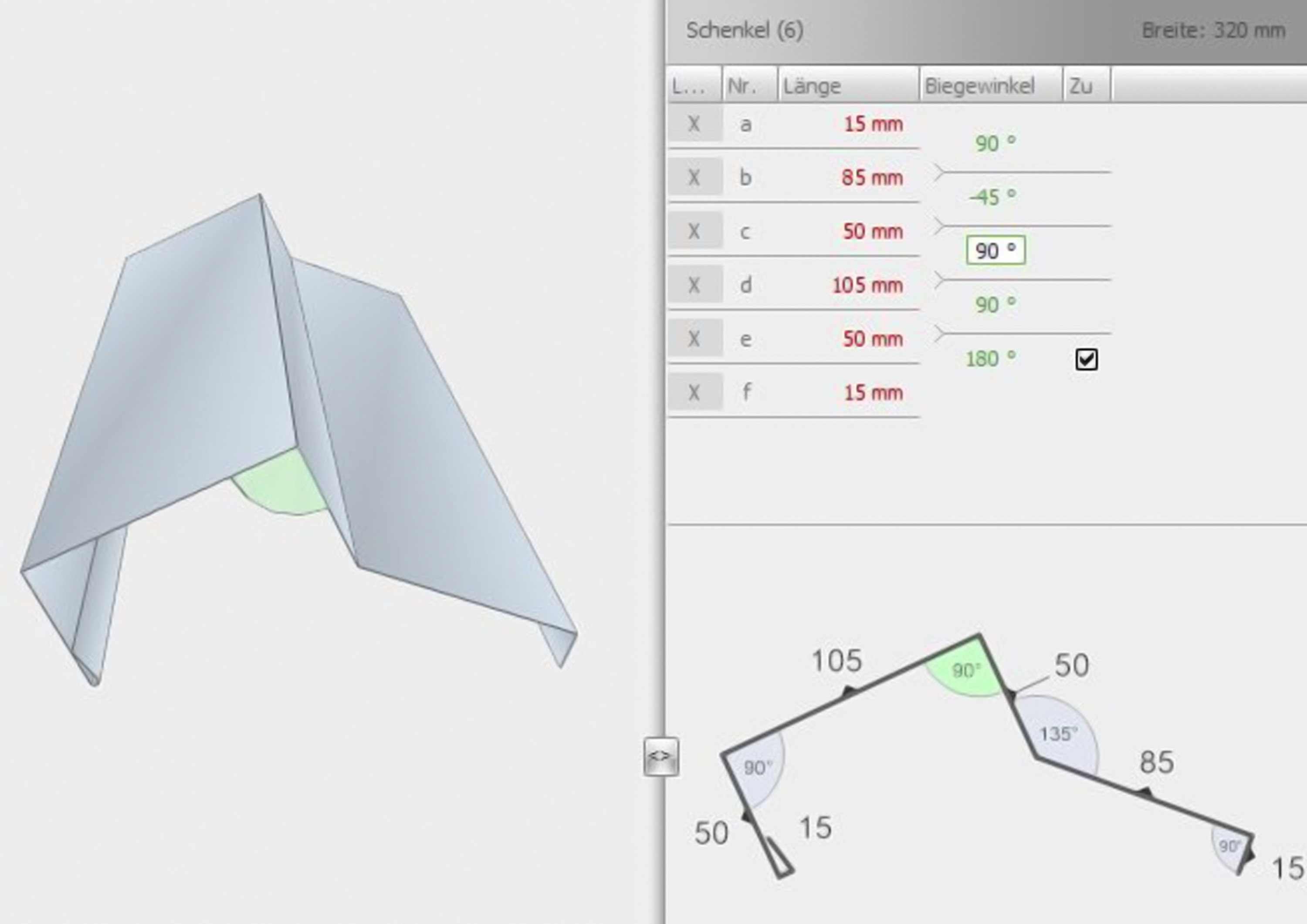
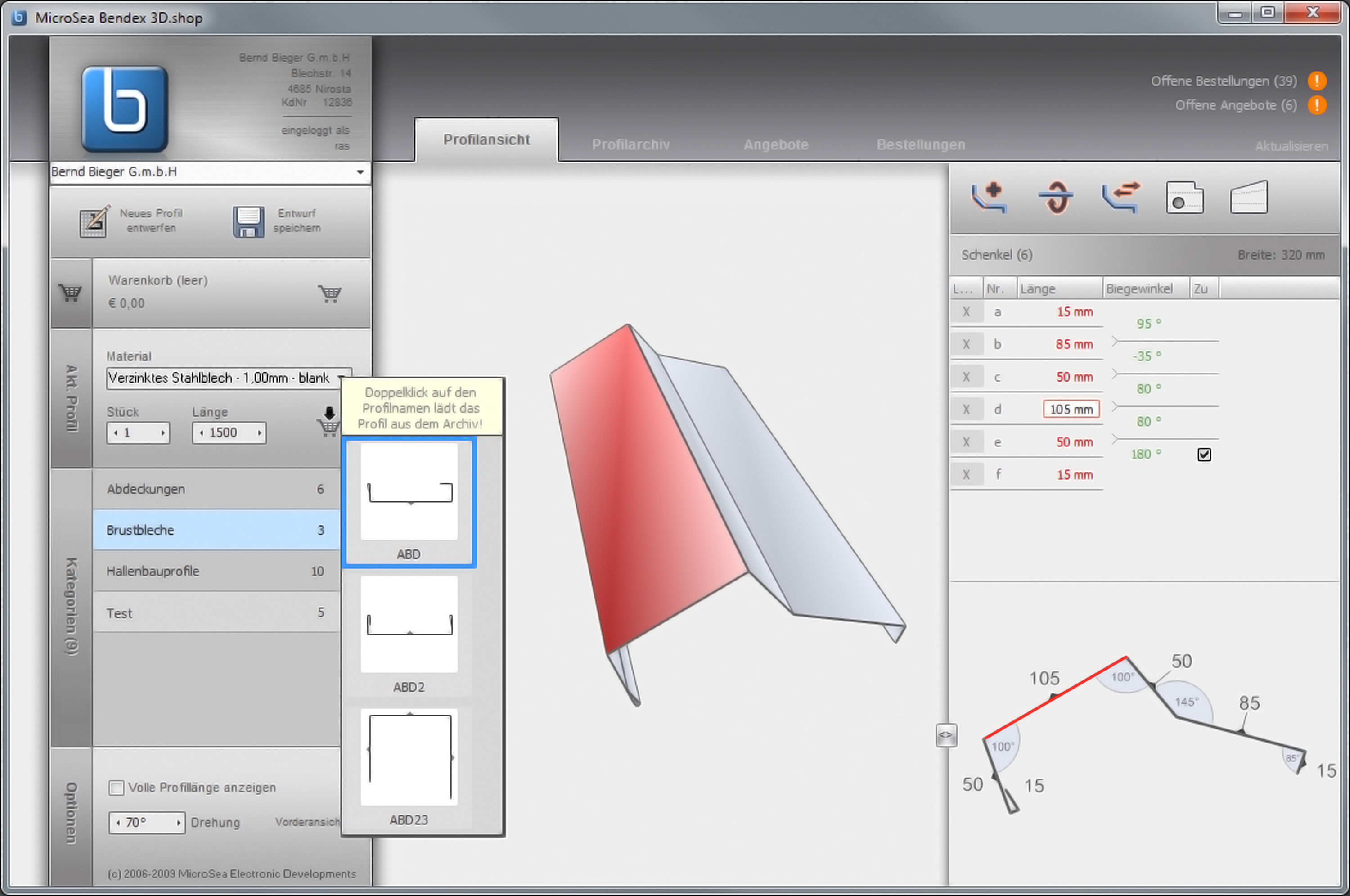
В тесном сотрудничестве с производителем станков компании RAS из Зиндельфингена с венской компанией по разработке программного обеспечения Microsea System Solutions GmbH возникла программа по производству окантовочных профилей. По данным немецко-австрийского дуэта, заявленная для участия в конкурсе инновационная разработка совершила революцию во всей цепочке процесса изготовления профилей. Конечный пользователь и разработчик профилей посредством Bendex3D получают эффективное и простое в использовании программное обеспечение, благодаря которому можно создать окантовочный профиль быстро и безошибочно в любой момент на своем компьютере. По желанию клиент получает данные о стоимости, которые основываются на схеме калькуляции производителя деталей. Внутренняя работа производителя по обработке данных сводится к минимуму – почти нет необходимости в уточнении деталей. Производственная документация создается программой в стандартной форме. Кроме того, Bendex3D автоматически создает программу для гибки металла на выбор для станков RAS-XL или RAS-XXL. Таким образов прослеживается непосредственная связь всех процессов от производства до поставки клиенту.
Целостная и экономически выгодная система
Благодаря целостной концепции RAS и Microsea удалось автоматизировать полную цепочку процессов при производстве кровельных и фасадных материалов и, следовательно, ускорить их. Клиент или монтажник могут создать чертеж своего профиля в режиме он-лайн прямо на интернет-платформе производителя профилей. Сразу после введения данных нужного ему профиля клиент получает автоматически и без ошибок составленное коммерческое предложение. Если коммерческое предложение его устраивает, пользователь может сразу отправить его в обработку, и это возможно 7 дней в неделю и 24 ч в сутки. Производители профилей и специализированные предприятия, которые используют эту систему, причисляются к инновационным предприятиям и сохраняют с клиентом непосредственную связь. Кроме того, прямая связь Bendex3D со станками фирмы RAS XL-Center или XXL- Center позволяет производить автоматическое распределение очередности, а также возможность установки программы гибки и оптимизирует планирование производства. Высокоэффективный целостный пакет функций, таким образом, удовлетворяет потребности современного рынка и несет в себе большой потенциал при использовании на производстве кровельных и фасадных материалов, как и для реализации объектов, требующих индивидуального подхода и высокого уровня качества сервиса.
Так как при производстве стандартных продуктов маржа чаще всего невелика, а конкуренция высока, система достигает наиболее высоких показателей прибыли при изготовлении профилей с индивидуальным исполнением. RAS и Microsea считают основным направлением для дальнейшего развития установление взаимодействия всех составляющих процесса и ускорение тем самым всего процесса производства по изготовлению индивидуальных моделей замыкающих профилей, включая необходимую дополнительную обработку.
Тенденция 2: Компактность и универсальность
Станок по изготовлению профилей Mini—Light, фирма Schlebach
Новинка от фирмы Schlebach удивляет своими компактными размерами, высокой производительностью и при этом простотой в использовании.
«Так как такого рода станков еще не было на мировом рынке, мы решили представить нашу разработку на суд жюри», – этими словами Хайке Гейслер (член руководства машиностроительного завода Schlebach Maschinen GmbH, Friedwald) приковал к себе внимание всех членов конкурсной комиссии. Природе вещей все же свойственно, что все новинки непременно должны быть инновационными, по крайней мере, их большинство. В случае со станком Mini Light фирмы Schlebach это предположение попадает абсолютно в точку, так как представленная на конкурсе Dach und Holz 2012 профилировочная машина – разборная. Особенностью является также то, что эту машину можно демонтировать и снова собрать тремя движениями рук. А кроме того, в разборном виде этот станок может по отдельным частям транспортироваться одним человеком. Таким образом, станок Mini Light особенно подходит для использования прямо на строительной площадке, на которой большие станки невозможно разместить из-за нехватки места. На станке Mini Light изготавливаются такие же профили, как и на классических профилирующих машинах фирмы Schlebach – с двойным стоячим фальцем высотой шва 25 мм.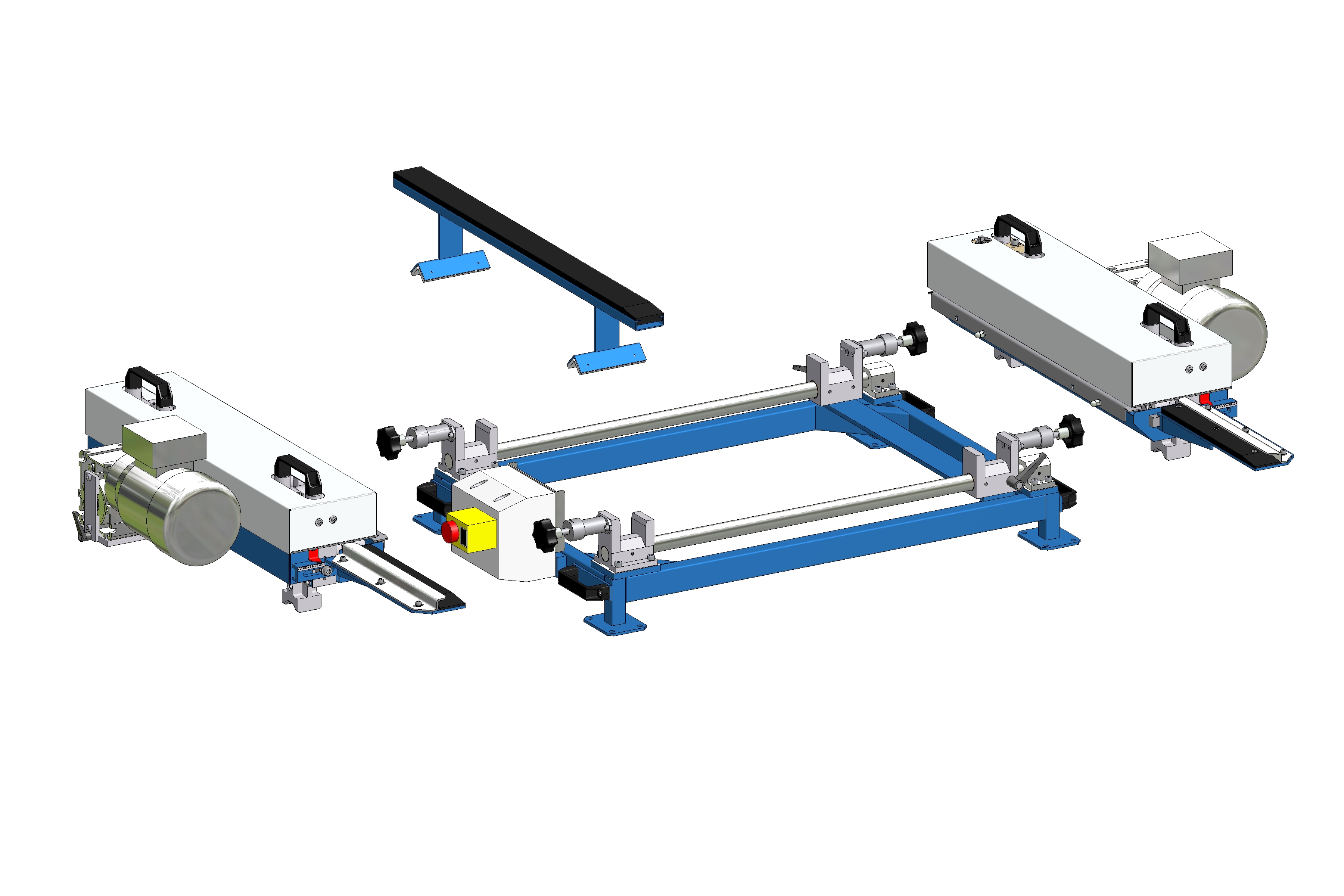
Компактный и легковесный, но с высокой производительностью
Чтобы станок получился как можно более легким, но устойчивым, фирма Schlebach применяет высококачественные материалы. Например, прокатывающие ролики изготавливаются из специального алюминиевого сплава. Общий вес станка, состоящего из 4 частей, составляет 139 кг. Самая легкая деталь в центральной части весит 4 кг, а самая тяжелая – профилирующая балка фиксированной части – 50 кг. Производительность нового фальцезаготовительного станка выглядит более чем убедительно. Со скоростью 8 м/мин станок изготавливает классический профиль с двойным стоячим фальцем. Регулировка ширины на подаче от 230 до 700 мм позволяет нарезать профили не только стандартного размера, но также подходит для производства узких панелей и для изготовления профилей индивидуального исполнения. А так как и этого всегда бывает недостаточно, разработчики фирмы Schlebach добавили еще функцию, позволяющую изготавливать панели с односторонним и коническим профилем.
Новый, очень компактный и разборный станок подходит даже для трудно проходимых стройплощадок и маленьких производств. В разборном виде он может транспортироваться одним человеком. Все составные части монтируются в кратчайшее время. Mini Light изготавливает кровельные картины под двойной стоячий фальц с высотой шва 25 мм, а также конические, косые и прямые. Такого рода концепция пока единственная на мировом рынке.
Технические характеристики станка Mini Light фирмы Schlebach:
- размеры (ДхШхВ) – 1220х1250х400 мм;
- вес – 139 кг;
- регулируемая ширина кровельной картины – от 230 до 700 мм;
- скорость – 8 м/мин;
- привод – 2х0,55 кВт, 230 В.
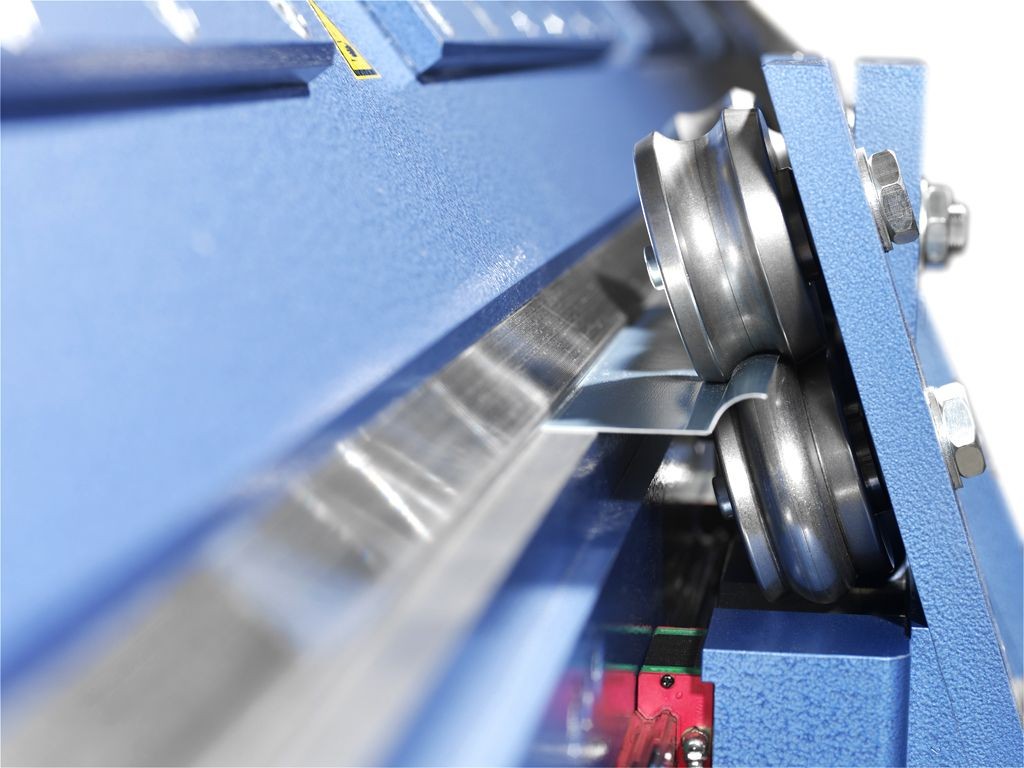
Сегментированная гибка стала мобильнее
Наконец-то кровельщики по металлу на строительной площадке могут работать более комфортно, используя возможности сегментированной гибки, ранее доступной только в условиях производства. Это изобретение называется «ручной сегментный листогибочный станок TBS», производится он на заводе Schechtl. Надежная и точная быстрозажимная система позволяет быстро производить установку сегментов для каждого нового профиля. Распределение сегментов осуществляется так же, как и на всех станках фирмы Schechtl без использования дополнительных инструментов. Благодаря высоте сегментов прижимной балки 40 мм станок позволяет изготавливать разнообразные профили. А то, что профили производятся с классическим автоматическим фальцем 25 и 35 мм, само собой разумеется. Исходя из этого, тщательно разработанная конструкция станка имеет следующие преимущества: выполненный в новом облегченном стиле благодаря X-образной раме станок собирается в течение двух минут, устойчивые колеса позволяют передвигать его в сложенном виде. Несмотря на то, что он выполнен из стали, сегментный гибочный станок так легок, что без усилия транспортируется одним человеком. Поэтому TBS идеально подходит для ежедневного использования на строительных площадках.
Другие характеристики:
- вес станка при транспортировке можно уменьшить, демонтировав отдельные сегменты;
- можно использовать контейнер для хранения и транспортировки станка;
- рабочая длина – 1000 мм;
- общий вес – около 85 кг;
- прижимная балка расположена под углом 45°.
Компактная линия продольной и поперечной резки металла Forstner KA—TS 1250
Станок для точной и быстрой резки рулонного металла, рассчитанный для использования на небольших территориях, – это компактная линия продольной и поперечной резки металла KA-TS 1250 от австрийской компании Forstner. Линия оснащена компактной установкой для подачи и резки металла, комбинируется с гильотинными ножницами для металлических листов толщиной до 1,5 мм. Размотчик (входит в комплект) рассчитан на 8000 кг.
Для удобного управления станок снабжен пультом с сенсорным экраном, изготовленным фирмой Siemens. Размотчик (входит в коплект), подходящий для большинства линий FORSTNER, рассчитан на 8000 кг Размотчик (входит в коплект), подходящий для большинства линий FORSTNER, рассчитан на 8000 кг Размотчик (входит в коплект), подходящий для большинства линий FORSTNER, рассчитан на 8000 кг
На этом станке можно выполнять несколько видов работ по металлу: кернение, штамповка, нанесение пленки на металл, профилирование, маркировка, удаление грата, гибка, закругление, гофрирование, перфорирование.
Универсальные листогибы JOUANEL PTS c графическим управлением
Французская компания JOUANEL с 1948 г. производит станки для обработки металла. Универсальный листогиб PTS оснащен графическим динамическим цифровым контроллером, который обеспечивает быстрый поиск и ввод программ.
Абсолютно новая функция, разработанная специалистами компании, – автоматическое компенсирование эластичности металла для любой длины, толщины и вида материала. Станок снабжен сенсорным экраном, на котором можно чертить профили и изменять эти чертежи по необходимости. В памяти станка можно хранить свыше 10 000 чертежей. Облегчает работу режим расчета возможных коллизий.
Тенденция 3: Технологии будущего
Thalmann делает ставку на сервогидравлику
Станины, траверсы и направляющие листогибочных станков обычно работают от гидравлического привода. При этом широко распространено, что гидравлическая система находится под полной нагрузкой (высокое гидравлическое давление, постоянно работающие насосные системы, циркуляция без давления, частотный преобразователь). Не каждая функция машины использует полную выходную мощность. Например, для того чтобы снизить скорость определенной функции, нужно воспользоваться механическим переключателем. Это такие же затраты энергии, как в машине нажимать на педаль газа с включенными тормозами.
Специалисты по производству листогибочных станков компании Thalmann пошли по новому пути. В будущем гидравлические насосы будут приводиться в действие при помощи сервомотора с сервоусилителем. Применяемая насосная система состоит из двух насосов, которые, в зависимости от ситуации, регулируют приток или отток масла подвижной балки. Из-за этого цилиндры находятся под полным напряжением, и высокодинамичная регулировка балки становится возможной. Кроме того, различные балки могут приводиться в действие простым гидравлическим распределителем. И что также важно, сервотехника позволяет существенно экономить энергию. Там, где сейчас работают электродвигатели мощностью 18,5 кВт, в будущем будут использоваться серводвигатели мощностью 7,5 кВт при той же производительности. К тому же преимущество серводвигателей еще и в том, что при регулировке оборотов (700–3000 1/мин) может вырабатываться объемный ток, который необходим для поворотных балок. Для гидравлических систем листогибочных станков это является решающим преимуществом. Цели и выгода этого изобретения компании Thalmann наряду с повышением скорости работы или рациональным использованием энергии следующие:
- снижение рабочей температуры;
- уменьшение шумового излучения;
- эксплуатация ресурсов окружающей среды в щадящем режиме;
- уменьшение времени эксплуатации насоса;
- увеличение строка службы двигателей и насосов;
- экономия затрат.
Но самым большим достоинством является то, что стоимость новой не больше, чем цена на стандартную систему.
Тенденция 4: Автоматизация
Динамическое бомбирование и автоматическая установка радиуса 
Бомбирование гибочной балки является обязательной функцией, когда для изготовления в высшей степени выверенных профилей должны компенсироваться возникающие гибочные силы и снижение степени натяжения. Верхняя (прижимная) балка в гибочных станках Thalmann может сверху крепиться при помощи установочных винтов и таким образом бомбироваться. Такая регулировка возможна на каждой стойке. Верхняя балка настраивается гидравлическим (только в модели Thako) или ручным способом под необходимую толщину материала, эту настройку в компании Thalmann называют изменением радиуса. Обе функции – стандартные для станков модельного ряда Thalko и ZR. Установка бомбирования занимает все же много времени и должна проводиться с учетом длины листа, материала и толщины. После этого, происходит ли гибка профилей в середине или на внешних сторонах станка, необходимо установить различные настройки. Если два профиля должны изготавливаться вместе, настройки должны регулироваться еще раз.
Для лучшего понимания:
- При изменении радиуса все установки на всех стойках должны изменяться на одинаковую величину; параллельно передвигается гибочная балка на расстояние до 4 мм в зависимости от ширины материала.
- При бомбировании каждая отдельная стойка регулируется, и, в конце концов, прижимная балка изгибается. На концах листа, подвергающегося гибке, прижимная балка должна быть установлена в прежнее положение, чтобы края были менее погнуты. Расхождение в регулировках на каждой стойке должно составлять максимум 1 мм.
 Инновация: для легкой и плавной регулировки стоек станка вместо ручных установочных винтов на каждой стойке компания Thalmann внедряет сервомотор мощностью 0,4 кВт. Благодаря этой опции прижимная балка может регулироваться на любую толщину материала. Дополнительно определяется необходимая настройка бомбирования и вводится посредством визуального шаблона. Все сохраненные в памяти устройства модели профилей можно в любой момент повторить. Этим инновационным техническим ходом Thalmann реагирует на актуальные потребности рынка в изготовлении профилей повышенной точности при одновременной минимизации затрат на производство. Система поставляется для модельного ряда ZR и Thako.
Инновация: для легкой и плавной регулировки стоек станка вместо ручных установочных винтов на каждой стойке компания Thalmann внедряет сервомотор мощностью 0,4 кВт. Благодаря этой опции прижимная балка может регулироваться на любую толщину материала. Дополнительно определяется необходимая настройка бомбирования и вводится посредством визуального шаблона. Все сохраненные в памяти устройства модели профилей можно в любой момент повторить. Этим инновационным техническим ходом Thalmann реагирует на актуальные потребности рынка в изготовлении профилей повышенной точности при одновременной минимизации затрат на производство. Система поставляется для модельного ряда ZR и Thako.